Indukciós forró alakítási és kovácsolási folyamat
Indukció Forró alakítás az ipari kötőelemek, például csavarok, csavarok és szegecsek gyártásának folyamata. Hőt használnak a fém lágyítására, amely általában lap, rúd, cső vagy huzal, majd nyomással megváltoztatják a fém alakját a következő műveletek bármelyikével: forró hegesztés, vakítás, lyukasztás, réselés, perforálás, vágás , nyírás vagy hajlítás. Ezenkívül a tuskómelegítés az indukciós forró alakítással is a legjobban elvégezhető folyamat.

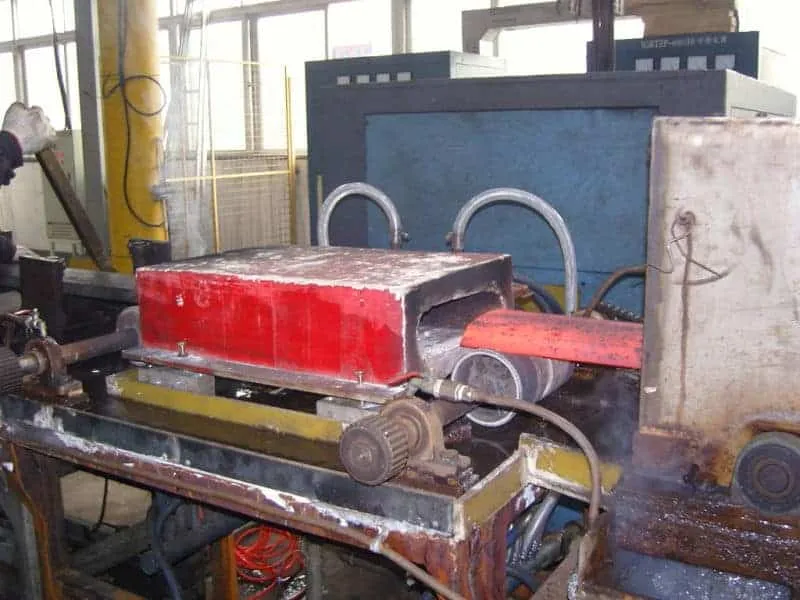
A SAMSUNG DIGITAL CAMERAModern indukciós fűtés számos előnnyel jár más fűtési módszerekkel szemben, és általában ragasztási alkalmazásokhoz használják. Az indukcióval történő fűtés megbízható, megismételhető, érintésmentes és energiatakarékos hőt biztosít minimális idő alatt. Indukciós fűtés ideális az in-line gyártási folyamatokhoz is, mivel képes megismételhető, gyors és pontos fűtési ciklusok előállítására.
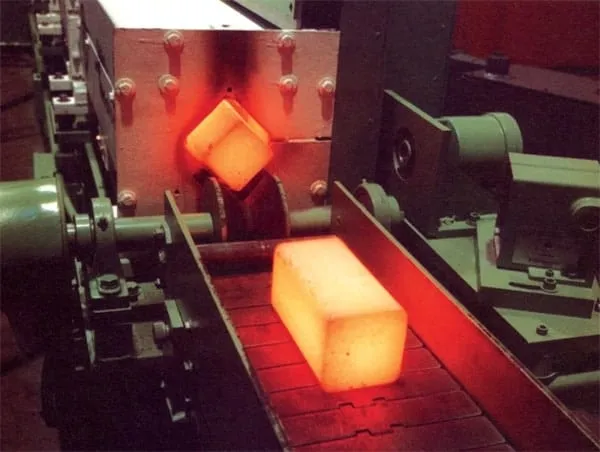
Forró formázás és kovácsolás, a forró sajtolás és az extrudálás egy olyan rész kialakításából áll, amelyet előzőleg olyan hőmérsékletre hevítettek, amelyen a deformációval szembeni ellenállása gyenge. A leggyakrabban használt ipari anyagok hozzávetőleges hőkezelési hőmérséklete a következő:
- Acél 1100 és 1250 ºC között
- Sárgaréz 750 ºC
- Alumínium 550ºC

Az anyag felmelegítése után a melegformázási műveletet különféle típusú gépeken hajtják végre: mechanikus ütőprések, hajlító gépek, hidraulikus extrudáló prések stb.
A kovácsoláshoz használt kiindulási anyag lekerekített csapok, négyzetek (tuskó) vagy rúdanyagok formájában kerül bemutatásra.
Az alkatrészek melegítésére hagyományos kemencéket (gáz, üzemanyag) használnak, de indukció is használható.
Indukciós fűtési előnyök:
- Anyag- és energiatakarékosság, valamint rugalmasság
- Nagyobb minőség
- Folyamatirányítás
- Sokkal rövidebb a fűtési idő
- Kevésbé oxidálódik, és a vízkőképződés nagyon alacsony
- Az alkalmazandó hőmérséklet egyszerű és pontos beállítása
- Nincs idő a kemence elő- és karbantartási fűtésére (például a hétvége után vagy közben, amikor több időbe telik)
- Automatizálás és a szükséges munkaerő csökkentése
- A hőt egy meghatározott pontra lehet irányítani, ami nagyon fontos az alkatrészek számára, amelyeknek csak egy formázási területe van
- Nagyobb hőhatékonyság
- A jobb munkakörülmények, mivel az egyedüli hő a levegőben van, maguknak az alkatrészeknek a hője
A folyamat a kovácsolás és meleg alakítás számos ipari ágazat, például az autóipar, a vasút, a repülőgépipar, az olaj és a gáz, a láncok és a kovácsdarabok gyártásában elterjedt folyamat.
