
Acélszalag indukciós kovácsolás
Leírás
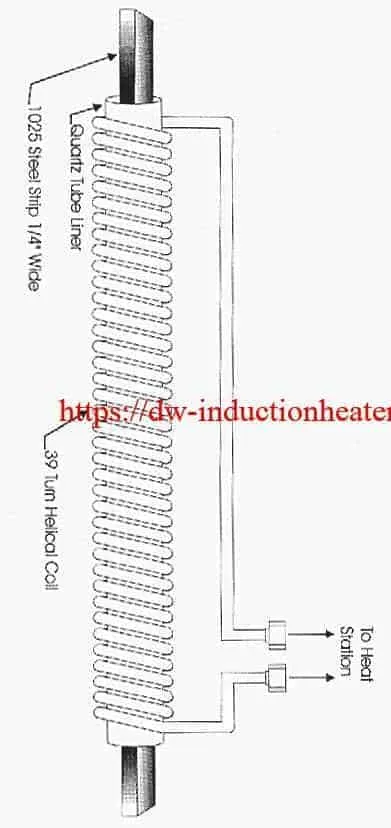
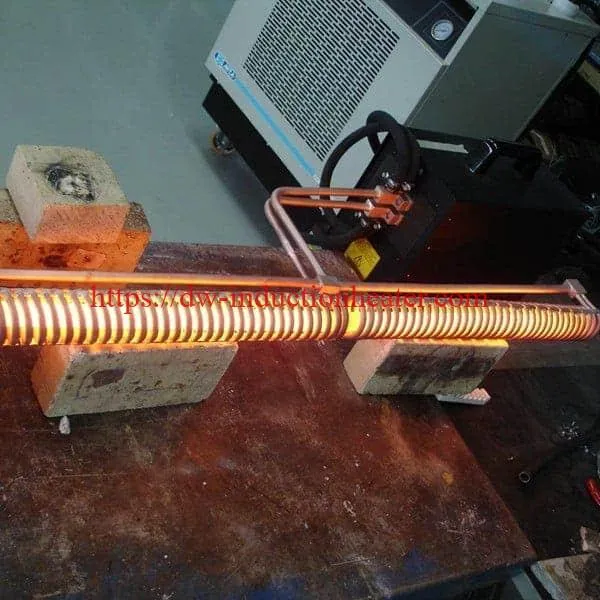
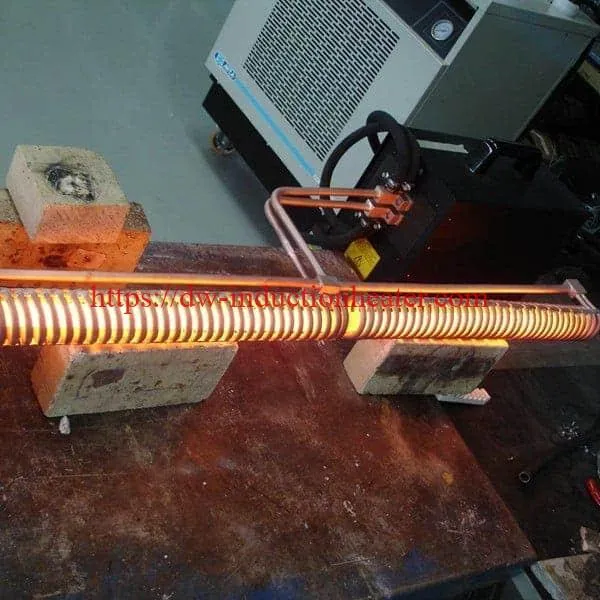
Indukciós kovácsolt acélszalag indukciós fűtési rendszerrel
Célkitűzés 1025 acélszalag felmelegítése 1800 ° F-ra a kovácsolási folyamat előtt a lócipő gyártásához. Jelenleg az üres részeket gáztüzelésű kemencében vágják és melegítik, majd a sajtóban kovácsolják. Ha az indukciós tekercs a helyén van, akkor az acélt egy tekercsből folyamatosan továbbítják az indukciós tekercsen keresztül a kovácsoló présbe. A megnövekedett gyártási arány kielégítése érdekében a 13 hüvelykes acélszakasznak 10 másodpercen belül meg kell hevülnie.
Anyaga 1025 Acélcsík kb. 3/4 "széles és 1/4" vastag.
Hőmérséklet 1800 ºF
Frekvencia 50kHz
Berendezés DW-HF-60kW kimeneti szilárdtest indukciós tápegység, beleértve egy 0.5 μF teljes kapacitású hőállomást is.
Folyamat Az Ameritherm 40 kW teljesítményű szilárdtest indukciós tápegységről kiderült, hogy hatékonyan éri el a következő eredményeket: Eredmények • Az 1800 ºF-ot 10 másodperc alatt érték el.
• 1-5 másodpercenként 10 rész gyártási aránya teljesült.
• A fenti eredményeket 39 fordulatos spirál stílusú munkatekercs alkalmazásával értük el, amelynek mérete 1 1/2 ″ ID és 11 1/2 ″ OAL volt.