Indukciós kovácsolás
Leírás
Indukciós kovácsolás és forró formázás A technológia egy olyan fém plasztikus deformálására szolgáló módszer, amelyet egyetlen fémrészen történő kalapálással végeznek indukciós kovácsolás és meleg formálás kiváló indukciós fűtési alkalmazások. Az ipari kovácsolás és forró formázási folyamatok fémlemez vagy virágzás hajlítását vagy formázását teszik lehetővé, miután a hőmérsékletet olyan hőmérsékletre hevítettük, amelynél gyenge a deformációval szembeni ellenállása. Nem színesfémek blokkjai is felhasználhatók. Sok országban, főként a fém- és öntödei ágazatban, telepítési kovácsolási megoldásokat telepítettek. A kovácsolt indukcióval és forró formázással feldolgozható anyagok például az alumínium, a sárgaréz, a réz, az acél vas és a rozsdamentes acél.
A leggyakrabban használt ipari anyagok közelítő forró hőmérséklete:
• Acél 1200 C • Sárgaréz 750 C • Alumínium 550º C
Összes kovácsolás / forró formázó alkalmazás
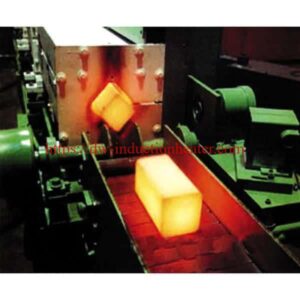
 indukciós forró formázási folyamat
indukciós forró formázási folyamatAz indukciós fűtőgépeket általában acéllemezek, rudak, sárgaréz tömbök és titántömbök melegítésére használják a megfelelő hőmérsékletre a kovácsolás és a forró formázás érdekében.
A kovácsoló / forró formázó alkalmazások befejezése
Az indukciós fűtést arra is használják, hogy olyan részeket hevítsenek, mint a cső végei, a tengelyvégek, az autóalkatrészek és a rúd végei részleges formázáshoz és kovácsoláshoz.
Az indukciós kovácsolás / forró kialakítás előnyei
A hagyományos kemencékhez képest az indukciós kovácsolt kemence jelentős folyamat- és minőségi előnyöket kínál:
1. Sokkal rövidebb fűtési idő, minimálisra csökkentve a méretezést és az oxidációt
2. Könnyű és pontos hőmérséklet-szabályozás. A specifikációkon kívüli hőmérsékleten lévő részek kimutathatók és eltávolíthatók
3. Nincs idő elveszett, amíg a kemence meg nem halad a kívánt hőmérsékletre
4. Az automatizált indukciós fűtőberendezések minimális kézi munkát igényelnek
5. A hőt egy adott pontra lehet irányítani, ami nagyon fontos az csak egy alkotóterületű alkatrészek esetében.
6. Nagyobb hőhatékonyság - a hő maga a rész keletkezik, és nem kell nagy kamrában melegíteni.
7. Jobb munkakörülmények. A levegőben jelenlévő egyetlen hő maga a részek. A munkakörülmények sokkal kellemesebbek, mint egy tüzelőanyag-kemencében.