keményforrasztott rézlemezek átfedési kötések
Leírás
Objektív
Az alkalmazásteszt célja a réz és a sárgaréz lemezek fedőelemeinek keményforrasztása indukcióval, a pisztoly működésének helyett. Az átfedéses kötések lehetnek sárgaréz-réz vagy réz-réz.
A fáklya jelenlegi folyamata túlzott szennyeződéseket eredményez a szerelvényen, és a keményforrasztási művelet után alapos átdolgozást igényel.
Felszerelés
DW-HF-25kw indukciós fűtőgép

Anyagok
• Réz és sárgaréz kuponlemezek
• Forrasz ötvözet - EZ Flo 45

Kulcsparaméterek - Rézlemezek
Teljesítmény: 15 kW
Hő hőmérséklet: kb. 1350 ° C (kb. 732 ° F)
Idő: Átlagos idő - 2 perc

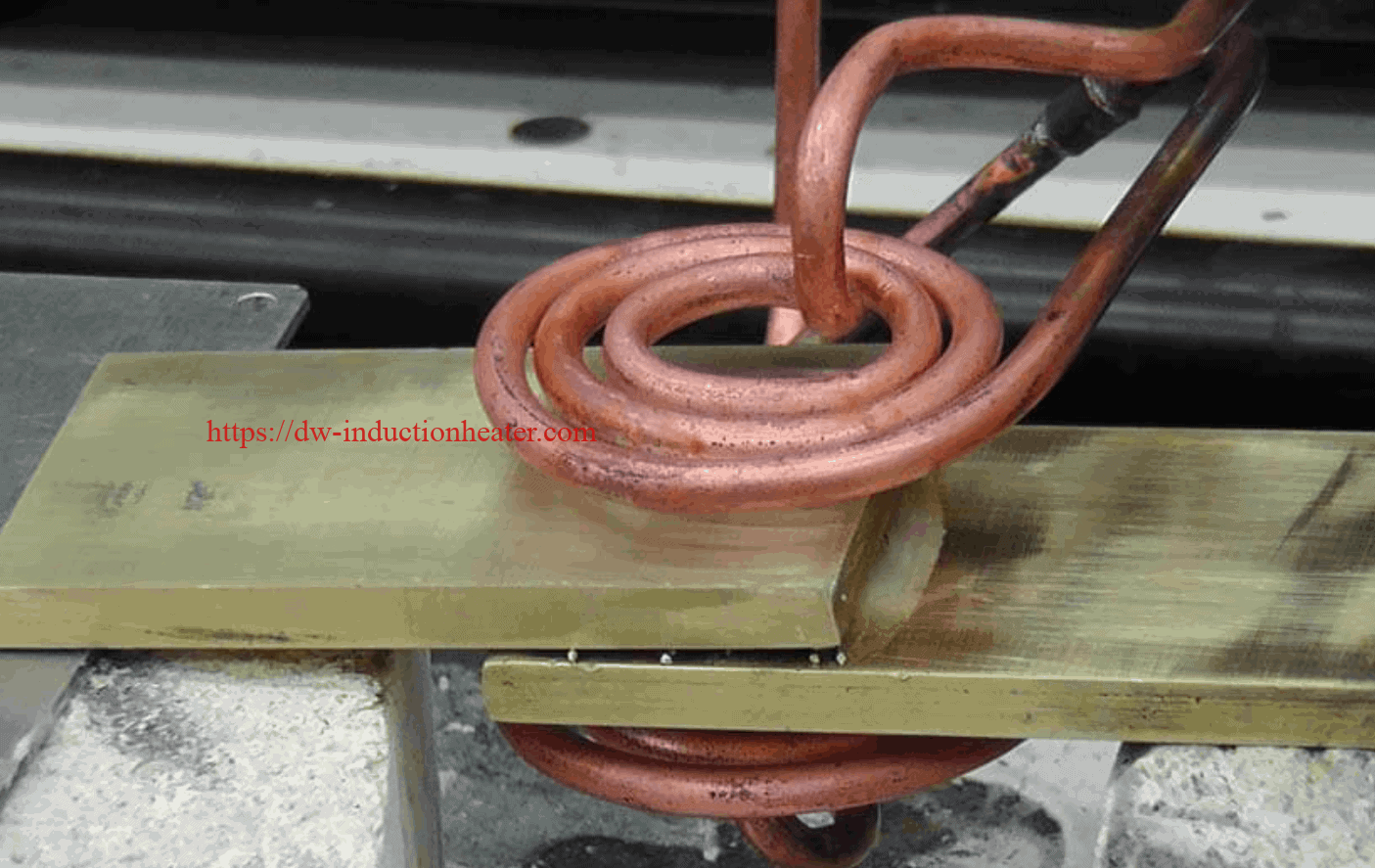
Folyamat és eredmények:
- Az EZ Flo 45 dudorhuzalt 2 ”(50.8 mm) hosszúságúra vágták és az interfész területére helyezték.
- A szerelvényeket felállítottuk (lásd a képeket) és melegítettük indukciós átlagosan 2 percig tartja az ötvözet áramlását és a forrasz elérését.
Fő paraméterek - Réz-sárgaréz kuponlemezek
Teljesítmény: 15 kW
Hőmérséklet: kb. 1350 ° C (kb. 732 ° F)
Idő: Átlagos idő - 2 perc

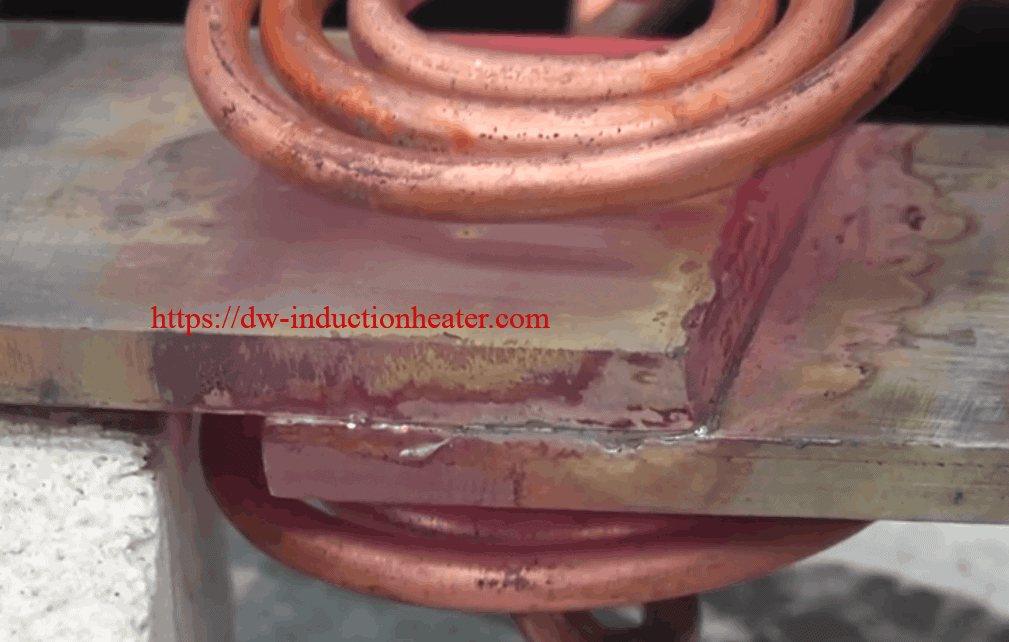
Folyamat és eredmények:
- Az EZ Flo 45 dudorhuzalt 2 ”(50.8 mm) hosszúságúra vágták és az interfész területére helyezték.
- A részegységeket felállítottuk (lásd a képeket) és átlagosan 2 percig hevítettük, hogy az ötvözet áramolhasson és elérjük a kívánt értéket Indukciós keményforrasztás.





