Indukciós hegesztőcsavarok
Leírás
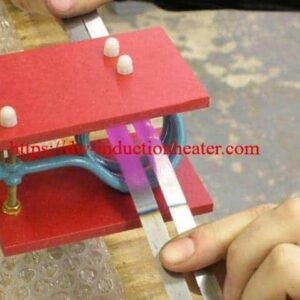
Indukciós hevítő csavar tengelyek nagyfrekvenciás fűtőgéppel
Cél: 431 rozsdamentes acél csavar felmelegítése 1850 ° C-ra, Inconel és 1010 ötvözött acél csavarok hőkezelésére pedig 8740 ° C-ra.
Anyag Különböző méretű 431 rozsdamentes acél, inconel és 8740 ötvözött acél csavar
Hőmérséklet 1000ºF (538ºC) és 1850ºF (1010ºC)
Frekvencia 280KHz
Felszerelés • DW-UHF-4.5kW indukciós fűtőrendszer, távoli munkafejjel felszerelve, amely egy 0.66μF kondenzátort tartalmaz.
• Kifejezetten erre az alkalmazásra tervezett és kifejlesztett indukciós fűtőtekercs.
Folyamat Háromfordulós spiráltekercs segítségével a csavarok tengelyét 10–12 másodpercig melegítik a nagy csavarokon és 18–20 másodpercig a kisebb csavarokon ugyanazon tekercs segítségével.
Eredmények / előnyök Az indukciós fűtés:
• Kihangosítós fűtés, amelyhez nincs szükség kezelői készségre a gyártás során
• Láng nélküli folyamat
• A pontosság és a ciklus után megismételhető ciklus