






Fémek tuskó forró kovácsolt kemence
Leírás
Fémburkolatok forró kovácsolási kemencéje indukcióval a réz / alumínium / vas acél hengerek melegítésére melegítés előtt
Indukciós fűtés széles körben alkalmazzák a fémek hengerelt kovácsolási iparban, hogy hőkezeljék a forró kovácsolást. Az acélfeldolgozó iparban a forró kovácsolt acélokat az 1000 oC-1250 oC körüli hőmérsékleten szén-dioxid-tartalom és az ötvözőelemek szerint melegítik. A forró kovácsolási eljárás során a fűrészáru magas hőmérsékletű fűtése egyenletesen megy végbe mind a keresztmetszeti oldalirányban, mind pedig az oldalirányban. Általában a tuskó kezdeti hőmérséklete szobahőmérsékleten van, és a forró kovácsolási folyamathoz szükséges az átkristályosodási hőmérséklet felett felmelegíteni. Különböző módszerek vannak a fém melegítésére a forró kovácsolás során, beleértve az indukciós fűtést, a gáztüzelésű kemencét, az olajtüzelésű kemencét, az infravörös fűtőtestet és az elektromos ellenállásfűtőt. Az indukciós fűtésnek számos előnye van a forró kovácsolás más fűtési módszereivel szemben. Először is, az indukciós fűtőrendszerek a fém meghatározott részén nagyon gyors hőhatást hoznak létre. Ezen túlmenően az indukciós fűtőrendszerek gyorsindító rendszerek, mivel ezeknek a rendszereknek nem kell előmelegítési idővel rendelkezniük, mint a kemence fűtésében. A fűtési idő is összeegyeztethetetlen a többi módszerrel. A gáz- és olajkályhák fűtésével összehasonlítva ugyanaz a fűtési feltétel szabályozása és megismétlése különböző időpontokra könnyebb. Az indukciós fűtési rendszerekhez automatizálható. Ehhez minimális üzlethelyiségre lesz szükség. Indukciós fűtés energiahatékonyabb és környezetbarátabb is. A környezetben nem keletkeznek káros égéskibocsátás, mint a gáz- és olajkályha fűtése. Továbbá a gázüzemű kemencék a felület kialakulása miatt gyenge felületi minőséget eredményeznek. Az indukciós fűtés jelentősen csökkenti a skála képződését és dekarburálását a fűtött tuskóban.
termékleírás
Különféle rúdanyagok melegítésére: például acél és vas, bronz, sárgaréz, alumíniumötvözet stb.
Csak a referenciaként használt kép, a színek különböző teljesítményűek.
Funkciók és speciális specifikációk az ügyfél igényei szerint.
Jellemzők és előnyök:
1. Automatikus: Automatikus adagolás, a munkadarab automatikus kiválasztása jó vagy rossz, automatikus hőmérsékletmérés, automatikus kisülés.
2. Integrált tervezés: Takarítson meg telepítési időt, költséget és helyet.
3. A kezelőpanelbe ágyazott kijelzők jelzik a gép működési állapotát a hiba diagnosztizálásának megkönnyítése érdekében.
| Jellemzők | Részlet | |
| 1 | Fűtés gyors és stabil | 20–30% megtakarítás az elektromos energiánál, mint a hagyományos módon;
Nagy hatékonyság és alacsony energiafogyasztás |
| 2 | Kis méretű | Könnyen telepíthető, működtethető és javítható |
| 3 | Biztonságos és megbízható | Nincs magas feszültség, nagyon biztonságos a dolgozók számára. |
| 4 | Hűtési keringési rendszer | Képes folyamatosan 24 órán keresztül működni |
| 5 | teljes önvédelem funkció |
sokféle riasztó lámpa: túláram, túlfeszültség, meleg, vízhiány stb. Ezek a lámpák vezérelhetik és védhetik a gépet. |
| 6 | Környezetvédelem | Szinte nincs oxidréteg, nem keletkezett kipufogógáz, nincs szennyvíz |
| 7 | IGBT típus | Kerülje el a független elektromos hálózat megszakítását; Biztosítsa a gép hosszú élettartamát. |
A fém hegesztésű kemence kemence paraméterei:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Bemeneti feszültség | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Maximális bemeneti áram | 320A | 400A | 480A | 640A | 800A | 960A | |
| Oszcilláló frekvencia | 0.5KHz ^ 20KHz (Az oszcilláló frekvencia testreszabása a fűtőelemek méretének megfelelően) | ||||||
| Duty Cycle Loading | 100%, az 24h folyamatosan működik | ||||||
| Hűtővíz vágyak | 0.1MPa | ||||||
| Dimenzió | Házigazda | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Kiterjesztés | a kiterjesztés testre szabható a fűtőelemek anyagának és méretének megfelelően | ||||||
| Súly | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| A kiterjesztés dimenziójától függ | |||||||
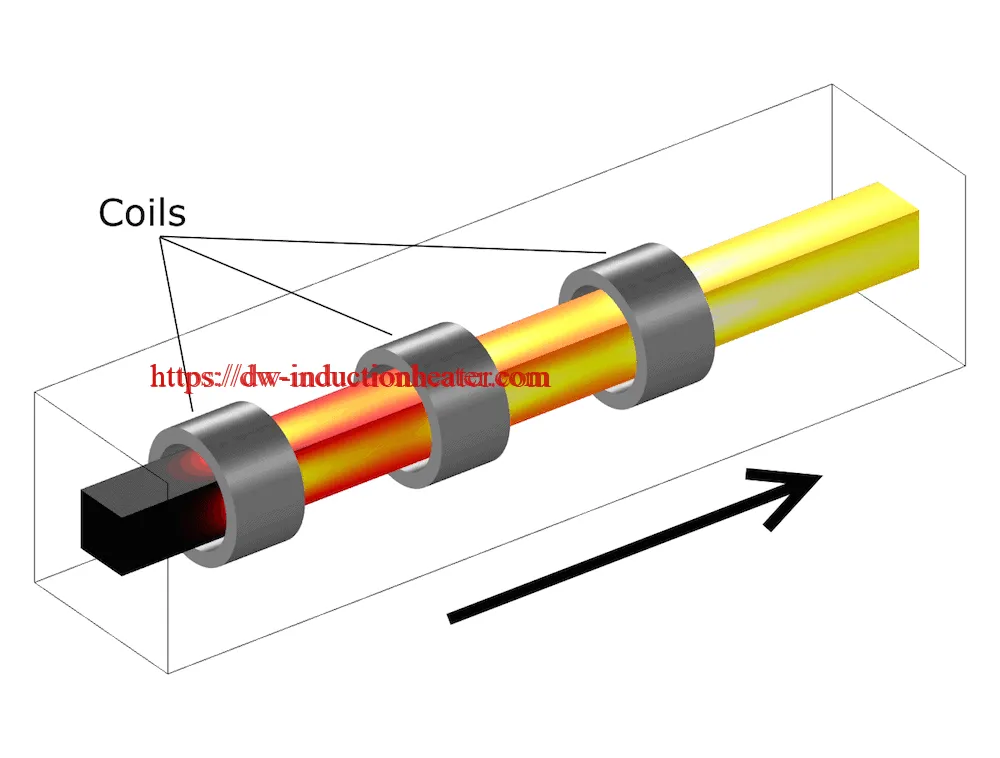
Az indukciós fémeknél a forró kovácsoló kemencében az egész tuskót vagy rúdot melegítik. Normál esetben rövid bugákhoz vagy csigákhoz egy tartályt vagy edényt használnak, hogy automatikusan bemutassák a tuskókat a húzóhengerekhez, a láncos hajtóművekhez vagy bizonyos esetekben pneumatikus tolókerekekhez. A hengereket ezután a tekercsen keresztül vezetik a másik mögött vízhűtéses síneken, vagy kerámia béléseket használnak a tekercs furatán keresztül, ami csökkenti a súrlódást és megakadályozza a kopást. A tekercs hossza függ a szükséges áztatási időtől, az alkatrészenkénti ciklusidőtől és a tuskó hosszától. Nagy térfogatú nagy keresztmetszeti munkáknál nem szokatlan, hogy az 4 vagy 5 tekercsek sorban vannak, hogy 5 m (16 ft) vagy több tekercset kapjanak.







