Acél die indukciós fűtés
Leírás
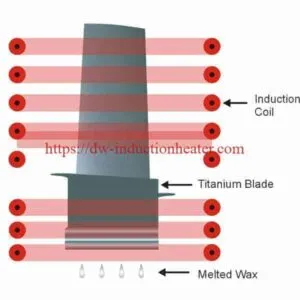
Acél szerszámindukciós fűtés zárt por termikus folyamatában
Objektív : Egy acél szerszámot indukcióval hevítenek egy lezárt por termikus folyamatában
Anyag: Acélkocka, amelynek belsejében tömörített por van
Hőmérséklet: 400 ºC (750 ºF)
Frekvencia: 22 kHz
Indukciós fűtőberendezések: DW-MF-70kW / 30kHz indukciós fűtési rendszer, egy távoli munkafejjel van felszerelve, amely egy 53μF kondenzátort tartalmaz
- kifejezetten erre az alkalmazásra tervezett és kifejlesztett indukciós fűtőtekercs.
folyamat Indukciós fűtés értékelik, hogy helyettesítse a sütő / szakaszos folyamatot.
Az előnyök közé tartozik a csökkentett fűtési / hűtési rámpaidő és a padlóterület-igény.
Kilencfordulós spirál indukciós fűtőtekercs az acél szerszám melegítésére szolgál, miközben a szerszám hőmérsékletét hőelem segítségével figyelik. A fűtési áztatási idő egy óra.
Eredmények / előnyök Az indukciós fűtés:
- az alkatrészen belül keletkező hő, energiát és időt takarítva meg
- könnyű integráció a sajtóval
- a folyamat várható energia-megtakarítása
- nagymértékben csökkentette a lábnyomot a sütővel, adagokkal, szekerekkel összehasonlítva
- precízen szabályozható hő
- gyors felfutási és lehűlési idők
- automatikus rámpa- és áztatási képesség