CNC vízszintes indukciós keményítő szerszámgépek
Leírás
CNC vízszintes Indukciós edzési szerszámgépek az indukciós edzési folyamathoz használt fejlett berendezések. Ezek a gépek számítógépes numerikus vezérlésű (CNC) technológiát alkalmaznak az indukciós edzési folyamat pontos vezérlésére, ami egyenletes és kiváló minőségű edzett alkatrészeket eredményez.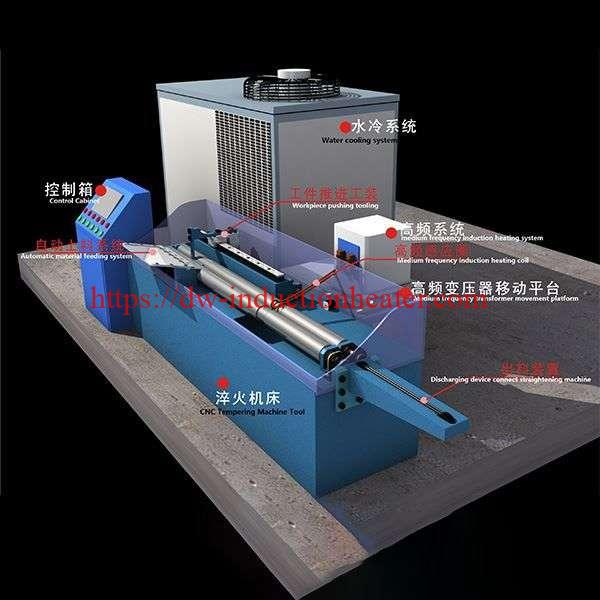
Ezeknek a gépeknek a vízszintes kialakítása lehetővé teszi a munkadarabok könnyű be- és kirakodását, így tömeggyártásra és nagy volumenű gyártási környezetre is alkalmasak. A CNC vezérlőrendszer lehetővé teszi a kezelők számára, hogy meghatározott edzési paramétereket programozzanak be, mint például a fűtési hőmérséklet, a hevítési idő és az oltási folyamat, így biztosítva a pontos és megismételhető eredményeket.
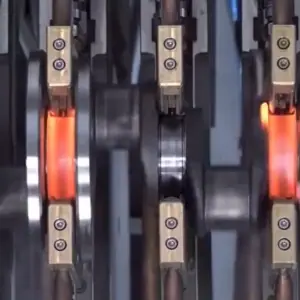
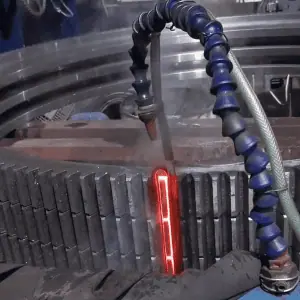
Az indukciós edzés olyan hőkezelési eljárás, amely során egy fémrész felületét elektromágneses indukcióval melegítik, majd gyors hűtést követnek a megkeményedett felületi réteg elérése érdekében. Ezt az eljárást általában az autóiparban, a repülőgépiparban és a gyártóiparban használják az alkatrészek, például a fogaskerekek, tengelyek és csapágyak kopásállóságának és tartósságának javítására.

A CNC Horizontal műszaki adatai Indukciós edzőgép Eszközök (testreszabható):
|
Modell
|
LP-SK-600 | LP-SK-1200 | LP-SK-2000 | LP-SK-3000 |
|
Maximális tartási hossz (mm)
|
600 | 1200 | 2000 | 3000 |
| Max keményedési hossz (mm) | 580 | 1180 | 1980 | 2980 |
| Maximális lengési átmérő (mm) | ≤ 500 | ≤ 500 | ≤ 500 | ≤ 500 |
| Munkadarab mozgási sebessége (mm/s) | 20 ~ 60 | 20 ~ 60 | 20 ~ 60 | 20 ~ 60 |
| Forgási sebesség (r/perc) | 40 ~ 150 | 30 ~ 150 | 25 ~ 125 | 25 ~ 125 |
| Tipp mozgási sebessége (mm/perc) | 480 | 480 | 480 | 480 |
| Munkadarab súlya (kg) | ≤ 50 | ≤ 100 | ≤ 800 | ≤ 1200 |
| Bemeneti feszültség (V) | 3 fázisú 380 V | 3 fázisú 380 V | 3 fázisú 380 V | 3 fázisú 380 V |
| Teljes motorteljesítmény (KW) | 1.1 | 1.2 | 2 | 2.5 |
| Keményedési mennyiség minden alkalommal | Egyágyas/Dupla | egyetlen | egyetlen | egyetlen |

Alkalmazások:
1. Alkalmas különféle munkadarabok oltására és temperálására, például főtengelyek, fogaskerekek, görgők, vezetősínek és egyéb alkatrészek indukciós kioltására.
2. Folyamatos oltás, egyidejű kioltás, szegmentált folyamatos kioltás, szegmentált egyidejű kioltás stb.
3. A CNC rendszer vagy a PLC és a frekvenciakonverziós sebességszabályozó rendszer a munkadarab pozicionálására és szkennelésére szolgál, a PLC és az indukciós tápegység pedig a teljesen automatizált gyártás megvalósításához kapcsolódik.
Összességében a CNC vízszintes indukciós keményítő szerszámgépek alapvető eszközök a fémalkatrészek precíz és hatékony indukciós edzéséhez a modern gyártási műveletekben.