Forrasztás rézcsövek indukcióval
Leírás
Objektív
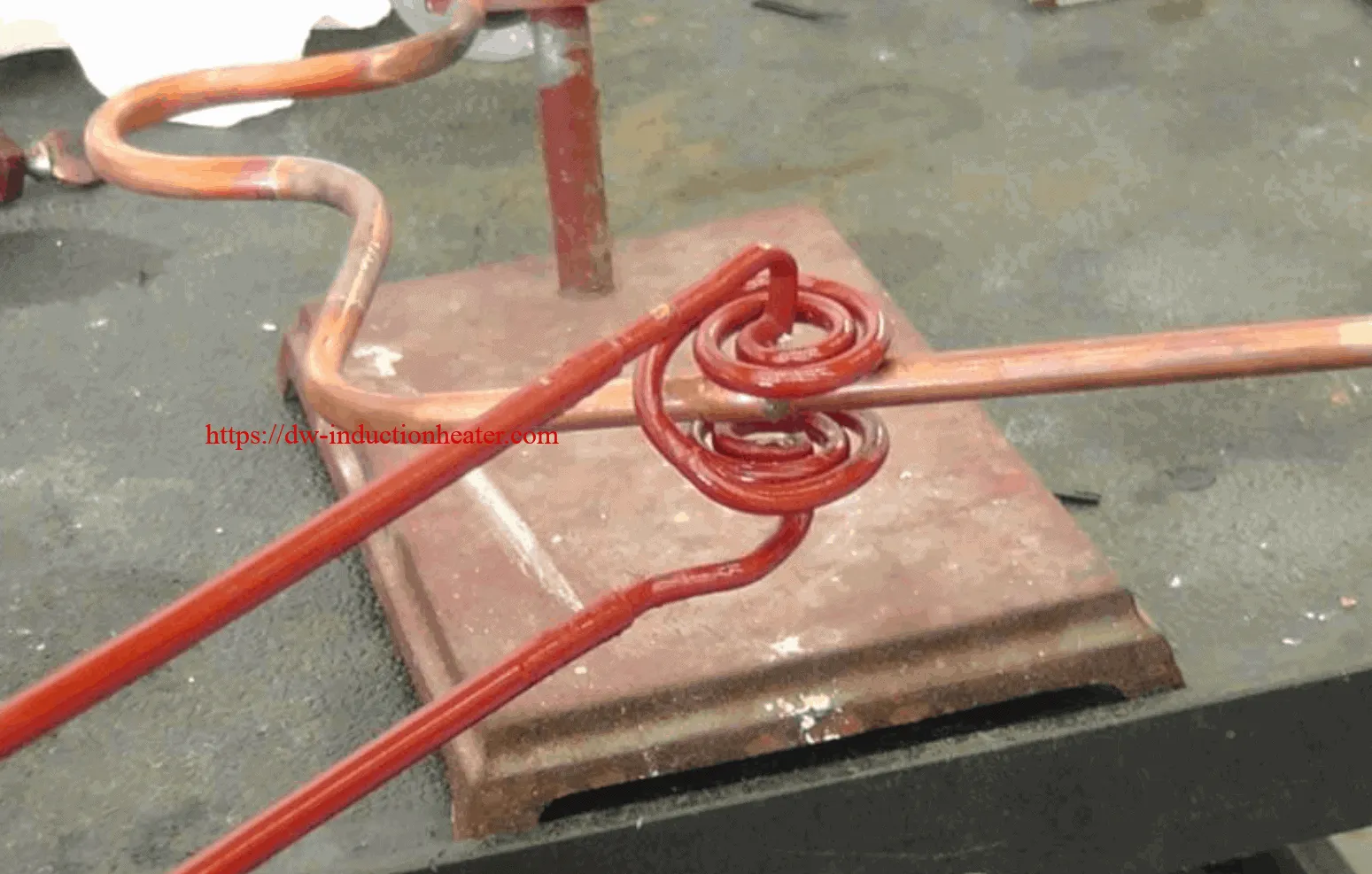
Bemutatása indukciós forrasztott rézcsövek és dörzsölje az időt a DW-UHF-10 kW rendszer és a rendelkezésre álló osztott laboratóriumi tekercs segítségével

Felszerelés
DW-UHF-10KW indukciós forrasztógép
Anyagok
• Rézcső - szívócső
• Forraszpaszta
Kulcsparaméterek
Teljesítmény: 10 kW
Hőmérséklet: 1500 ° C körülbelül 815 ° F
Idő: 5 - 5.2 mp

Folyamat:
Mivel a teszthez csak egy szerelvényt szállítottak, a tesztterhelést egy nehéz falú, 5/16 ”-os rézcsővel állítottuk be, például az egyik cső a másikat a kialakított nyitott karimavégénél fogadta el. A hő időtartamát a hőmérséklet megadására tempilatív festék felhasználásával becsülték meg. A teszt-egységet (amelyet a mellékelt alkatrészek követnek) 505 ötvözetű rézforrasztó bevonattal összeállítottuk, és a mellékelt fényképeknél a laboratóriumi teszttekercsbe helyeztük. .

Eredmények / Előnyök:
- Mint bemutattuk, a DW-UHF modell indukciós forrasztó rendszer képes a legnagyobb és a legkisebb cső-cső szakaszok felmelegítésére a forrasztott kötés befejezéséhez. A rendelkezésre álló teszttekercs használatával a hőidő megegyezik az Electrolux által előírt hő-idő elvárásokkal.
- A HLQ-nak egy teljes összeszerelést igényel a felülvizsgálat érdekében, hogy kialakítsa a végleges tekercstervet, amely befogadja az elrendezés fényképén feltüntetett 12 kötést. Szükséges ismerni és látni a forrasztandó csőcsatlakozások és az acél kompresszorszakasz közötti hézagokat annak biztosítása érdekében, hogy az acélházat ne befolyásolja a keletkező RF mező, amelyet a terhelőtekercsnél hoznak létre. Ehhez a végső kialakításhoz szükség lehet ferrit anyagok hozzáadására a tekercsbe, amelyek az RF mezőt a réz vezetékekre és nem az acél házra összpontosítják.
- A kezdeti teszteket a rendelkezésre álló laboratóriumi tekercs felhasználásával befejezték a DW-UHF-10kW-on. A termelőtekercs egy nem vezető házban lesz, amely lehetővé teszi a kezelő számára, hogy a tekercset rézvezetékekkel szemben találja meg, hogy pontos és pozitív fűtési helyet biztosítson a keményítő folyamathoz. A gyártási tekercs kialakítása rövidebb vezetékeket tartalmaz, mint a teszt tekercs, és úgy van kialakítva, hogy javuljanak a hőciklusok (rövidebb hőidők).