

Indukciós keményedő acélcső felülete
Leírás
Indukciós keményedő acélcső felületi szegmensek
Célkitűzés: Indukciós edzés acélcső szegmens megkeményítésének folyamatában használják a kopásállóság javítása érdekében
Anyag: Acélcső szegmensek: 1.6 ”(40 mm) külső átmérő, 0.125” (3 mm) fal 2 ”magas
Hőmérséklet: 1832 ºF (1000 ºC)
Frekvencia: 88 kHz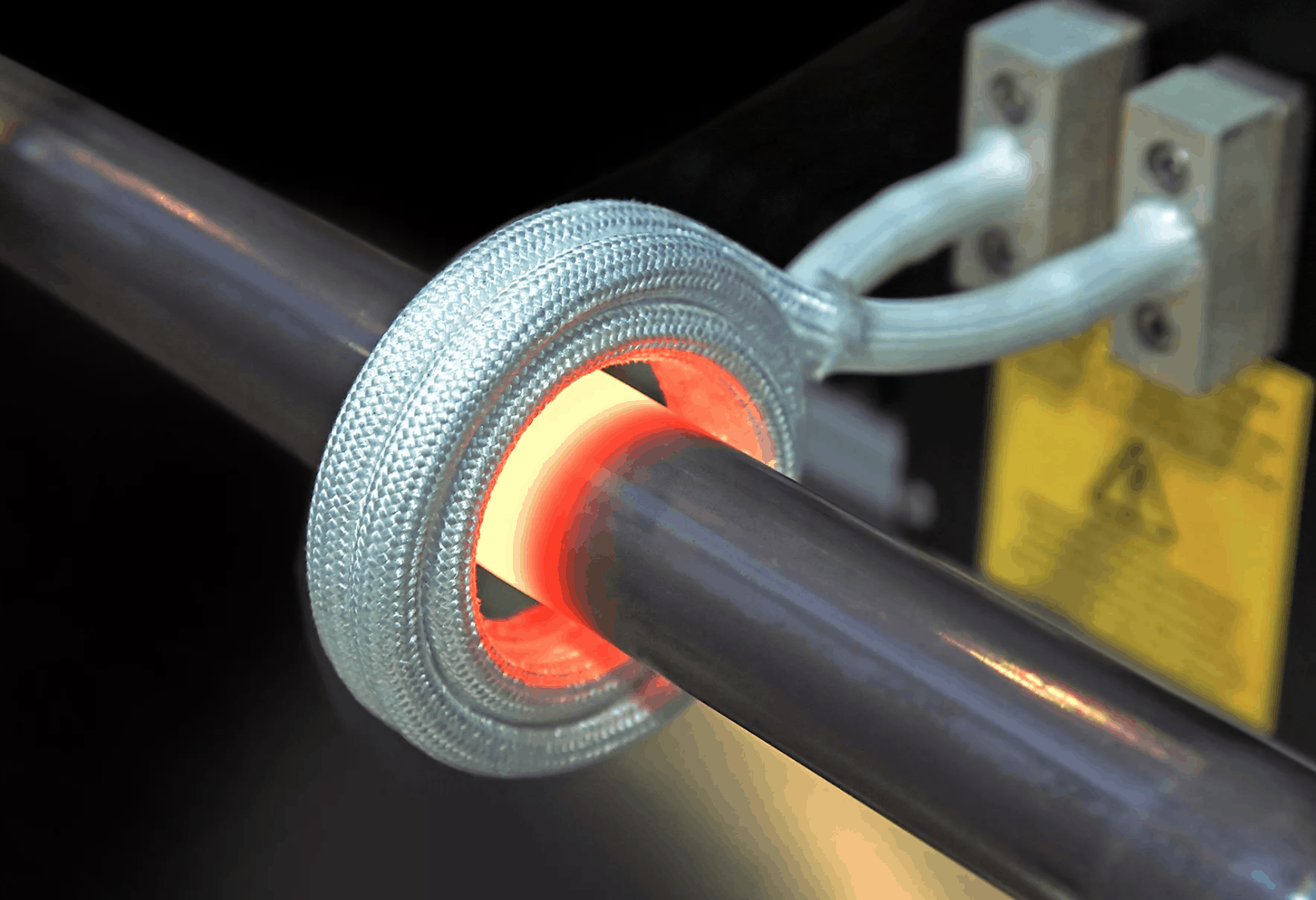
Indukciós fűtőberendezések: DW-UHF-30 kW, 100 kHz indukciós fűtési rendszer, négy 2.0 μF-os kondenzátort tartalmazó, összesen 2 μF-ot tartalmazó távoli munkafejjel van felszerelve
- Egy indukciós fűtőtekercs kifejezetten erre az alkalmazásra tervezték és fejlesztették ki, hogy lefedje a huzaltartományt
átmérők.

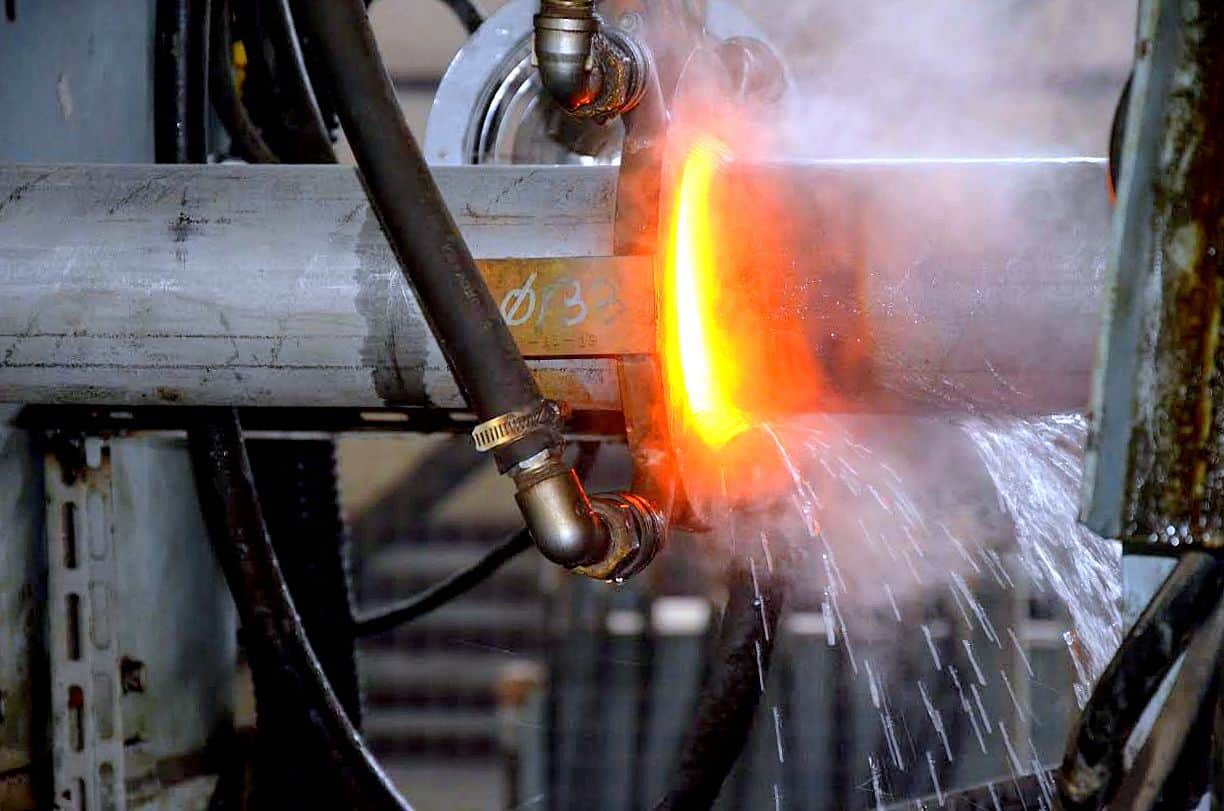
Indukciós fűtési folyamat: Ötfordulatú spirális tekercset használnak az acélhüvely melegítésére. A tekercsfordulatok közötti távolságot úgy állítják be, hogy egyenletes hőt biztosítson az acél résznek. Az alkatrészeket a hőciklust követően 7% -os polimer kioltással leállítjuk, hogy elérjük az RC40 keménységét.
Indukciós fűtés Elbeszélés: Alacsony minőségi szinttől csalódott egy korábban kiszervezett folyamat során az ügyfél indukcióval házon belül hozza a hőkezelést és a végtermék minőségének ellenőrzését.
Eredmények / előnyök Az indukciós fűtés:
- hő közvetlenül az alkatrészbe, energiát és időt takarítva meg
- a fűtés pontos szabályozása
- a fűtés egyenletes elosztása az alkatrész mentén
- gyorsabb termelési ráta és fokozott termelés
- lángmentes folyamat




