
Indukciós előmelegítő hegesztő acélrudak
Leírás
Indukciós előmelegítő hegesztő acélrudak
Objektív Az acélrudak előmelegítése 500 ºF-ra (260 ° C) egy hegesztési alkalmazáshoz egy fő berendezésgyártó számára
Anyag: A vásárló által szállított acélcsapok (változóak, átlagosan 2 ”/ 51mm)
Hőmérséklet: 500 ºF (260 ºC)
Frekvencia: 100 kHz
Felszerelés: DW-HF-45kW 50-150 kHz indukciós fűtőrendszer távoli hőállomással felszerelt, nyolc 1.0 μF kondenzátort tartalmaz
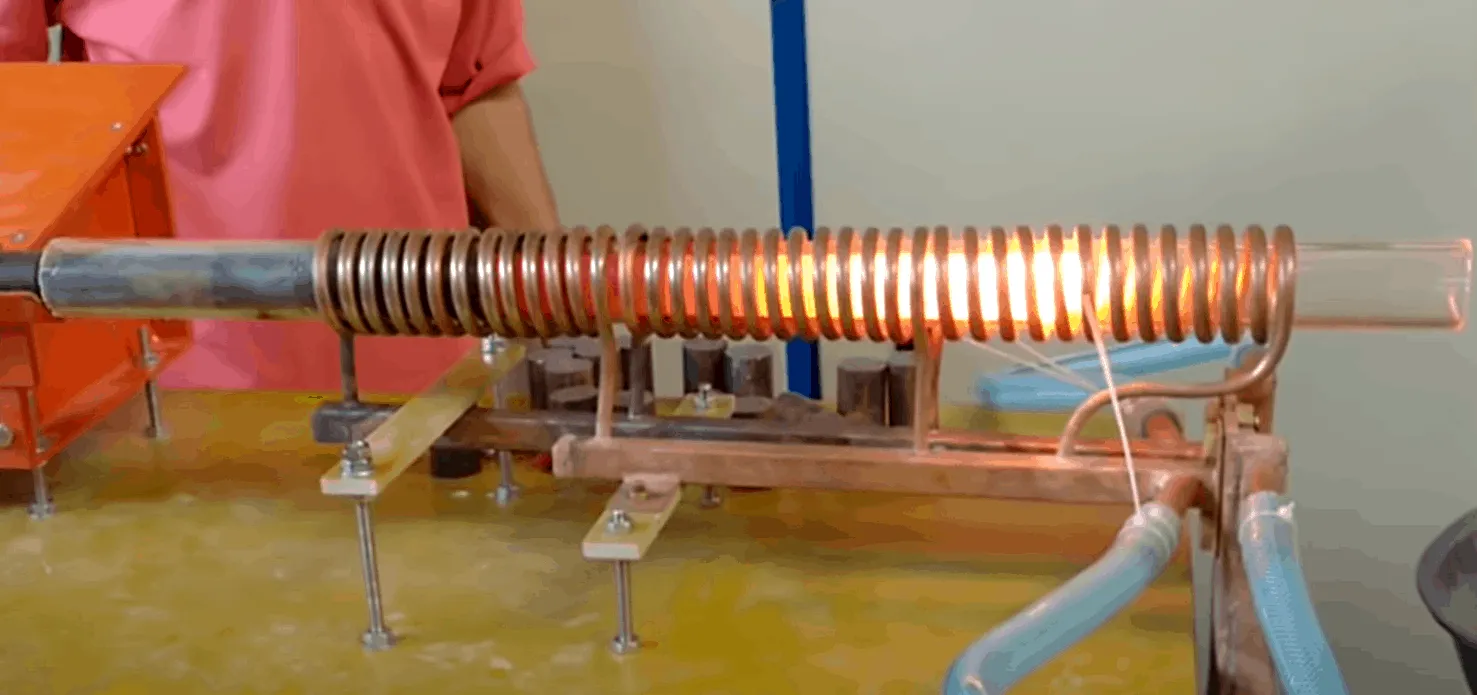
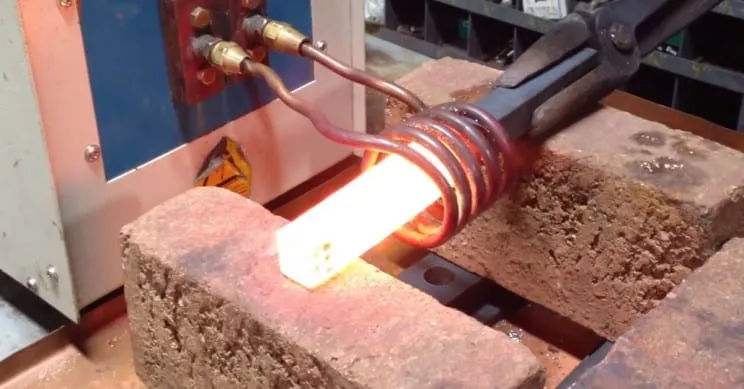
- Többszörös kétfordulatú indukciós fűtőtekercs kifejezetten erre az alkalmazásra tervezték és fejlesztették
Indukciós előmelegítési folyamat: Az acélrudat betöltötték a tekercsbe, és bekapcsolták a hőt. Az alkatrész egy perc alatt elérte a 600 ºC-ot. A tápellátást kikapcsoltuk, és a rudat 316 másodpercig figyeltük, hogy a külső réteg ne essen 30 ° F (500 ° C) alá.

Az Application Lab tapasztalatai és tesztjei alapján minél hosszabb a fűtési idő, annál kevesebb energiára van szükség.
Ezenkívül minél hosszabb a fűtési idő, annál hosszabb ideig maradt a külső hőmérséklet 500 ºF felett.
Ennek fényében további lehetőségek vannak a tápegységek tekintetében, a kétperces fűtési idővel rendelkező kétállású tekercses 15 kW-os indukciós fűtéstől a 45 kW-ig indukciós fűtési rendszer négyállású tekerccsel és egy perc melegítési idővel.
Eredmények / előnyei
Pontos fűtés: Az ügyfél a lángtól való átkapcsolást vizsgálja, mivel az indukció pontosabb, megismételhető fűtést kínál
- Behatolás: Az indukció kiváló munkát végez a tűn keresztül, összehasonlítva a fáklyával, ami kritikus fontosságú
előmelegítés hegesztéshez
- Sebesség: Az indukció gyors fűtést tesz lehetővé, ami növelheti a termelést a fáklya fűtéséhez képest
- Alkatrész minőség: A fáklya törékennyé teheti az alkatrészt, ami előnyössé teszi az indukciót
- Munkakörnyezet: Indukciós előmelegítő hegesztés biztonságosabb fűtési módszer, amely kevesebb hőt vezet be a munkahelyre, mint a láng




