Indukciós felület edző acél szerelvény
Leírás
Indukciós felületű keményítő acél, 1600 ° C (871 ° C) hőmérsékleten, edzéshez
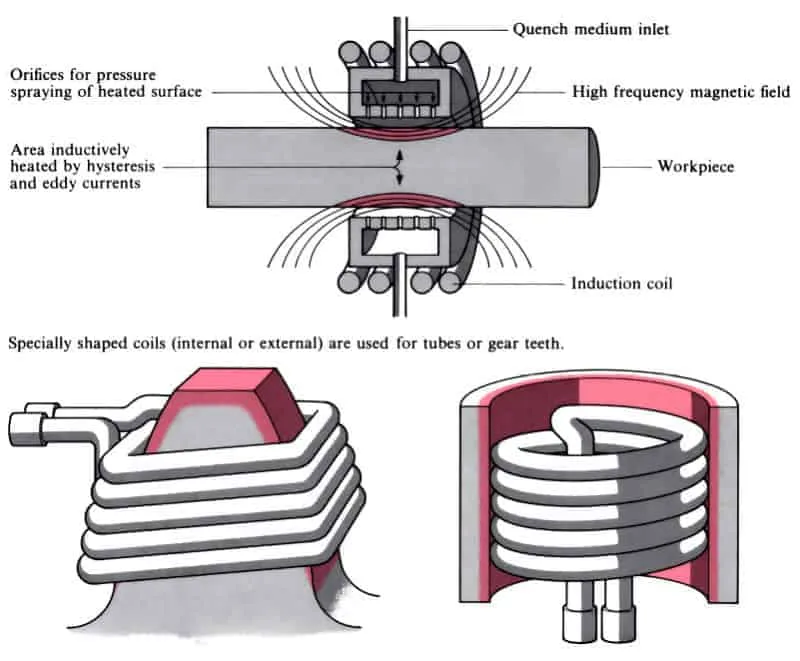
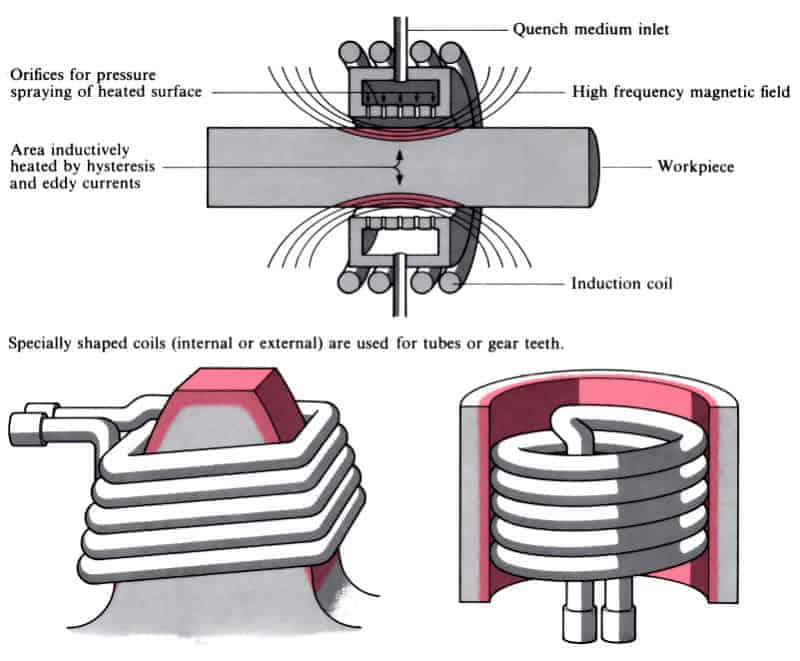
Az indukciós felületkezelő acélszerelvényeket egy megmunkált alkatrészgyártónál általában indukciós fűtéssel hajtják végre. A fő műszaki paraméterek a felületi keménység, a helyi keménység és az edzett réteg tényleges mélysége.

Anyag: Acél szerelvények (0.75 ”/ 19mm átmérő)
Hőmérséklet: 1600 ºF (871 ºC)
Frekvencia: 368 kHz
Felszerelés:
-DW-UHF-10kW indukciós fűtési rendszer távhőállomással van ellátva, amely két 1.0 μF kondenzátort tartalmaz
-Három fordulatos palacsinta spirál indukciós fűtőtekercs, amelyet kifejezetten erre az alkalmazásra terveztek és fejlesztettek ki
Indukciós keményedési folyamat
A indukciós fűtőtekercs kialakítása lehetővé tette az alkatrész alulról a fűtőtekercsbe emelését. A kialakítást azért is végezték, hogy biztosan jól működjön az ügyfél jelenlegi beállításai között. Az első tesztet hőmérséklet-jelző festékekkel végezték, hogy értékeljék a fűtési mintázat és a fűtési sebesség egyenletességét. Jó fűtési mintázat mellett a mintákat 1.0, 1.25 és 1.5 másodperces időközönként dolgoztuk fel. A mintákat melegítés után vízleoltóba csepegtettük, hogy befejezzük a keményedési folyamatot.

Eredmények / előnyei
Sebesség: A szerelvényt jóval két másodperc alatt felforrósították
Hatékonyság: Az indukció kevesebb energiát fogyaszt, mint a versenyképes fűtési módszerek
Lábnyom / Kivitel: Indukciós fűtés szerény alapterület elfoglalásával valósítható meg, ráadásul a tekercs kialakítása illeszkedik az ügyfél működési elrendezéséhez