
Indukciós forrasztó rézhuzalok IGBT nagyfrekvenciás fűtőegységekkel
Célkitűzés Két rézhuzal forrasztása előre telepített tornyokhoz egy rézsínsínen
Anyag Forrasztott mártott réz / nikkel sínrúd, 2 ónozott sodort rézhuzal, keményforrasztórúd
Hőmérséklet 446 ºF (230 ºC)
Frekvencia 230 kHz
Felszerelés • DW-UHF-6kW indukciós fűtőrendszer, távoli munkagéppel ellátva, amely egy 1.2μF kondenzátort tartalmaz.
• Kifejezetten erre az alkalmazásra tervezett és kifejlesztett indukciós fűtőtekercs.
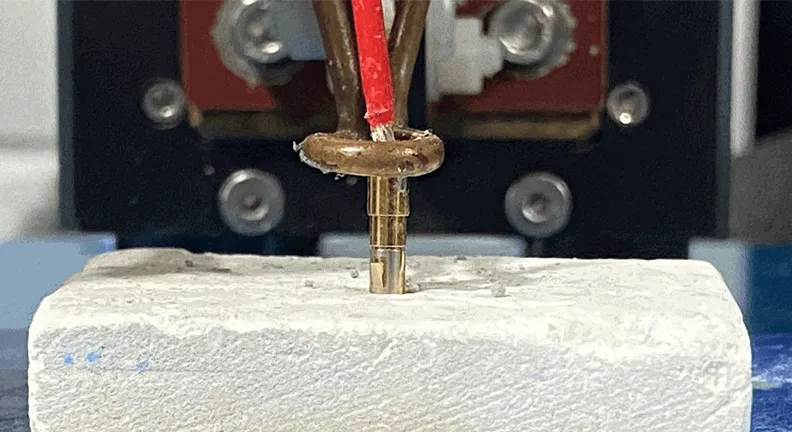
Folyamat Négy fordulatos osztott spirális tekercset használnak a buszrúd-egység forrasztásához. A 2 rézhuzalt a tornyokra vezetik, és az áramellátást 30 másodpercig működtetik. A keményforrasztó botot kézzel táplálják a fűtött részekre, és a forrasztás egyenletesen folyik, létrehozva az ízületet.
Eredmények / előnyök Az indukciós fűtés:
• Csökkentett forrasztási idő
• A fűtés egyenletes eloszlása
• Csatlakozás az ízületi konzisztenciához



