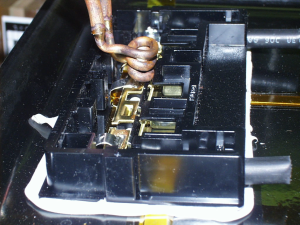
Indukciós forrasztási sárgaréz csatlakozó a napelemben IGBT indukciós melegítővel
Célkitűzés Három sárgaréz csatlakozót egyenként forrasztani egy napelemes elosztódobozban anélkül, hogy befolyásolná az elosztódoboz alkatrészeit
Anyag Solar panel csatlakozó doboz, sárgaréz csatlakozók, forrasztóhuzal
Hőmérséklet 700 ºF (371 ºC)
Frekvencia 344 kHz
Felszerelés • DW-UHF-6 kW indukciós fűtőrendszer, távoli munkafejjel felszerelve, amely egy 1.0 μF kondenzátort tartalmaz.
• Kifejezetten erre az alkalmazásra tervezett és kifejlesztett indukciós fűtőtekercs.
Folyamat A csatlakozók melegítésére három fordulatos, ovális alakú spirális tekercset használnak. Egy darab forrasztóhuzalt helyeznek az ízület területére, és mindegyik kötést külön-külön 5 másodpercig melegítik a csatlakozó forrasztásához. A teljes folyamatidő 15 másodperc a három ízületnél.
Eredmények / előnyök Az indukciós fűtés:
• Pontos pontossággal a fűtés csak az ízülethez vezet; nem befolyásolja a környező alkatrészeket
• A lokalizált hő tiszta és tiszta kötéseket hoz létre
• Kiváló minőségű, megismételhető eredményeket hoz létre
• A fűtés egyenletes eloszlása