Indukciós forrasztás Copper Tube
Leírás
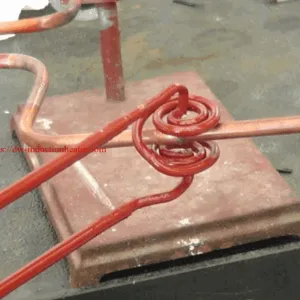
Indukciós rézcső nagyfrekvenciás RF fűtőberendezéssel
Kutatási cél
A rézcsőszerelvény inert atmoszférában történő hőkezelése 1450 ° F-re 45 másodperc alatt, fluxus vagy savas mosásmentesítés nélkül.
Alkatrészek és anyagok leírása
Rézcsőszerelvény, hőmérsékletérzékelő festék, zsinór előformák
Szükséges hőmérséklet
1450 ° F
Indukciós fűtőberendezések
DW-UHF-10kW indukciós fűtési tápegység, távhőállomás két 1.25 mikrofarad kondenzátorral (kumulatív kapacitás 0.625 mfd.) És egy speciálisan tervezett induktivitással (tekercs)
Működési frekvencia
400kHz
Fűtési eljárás
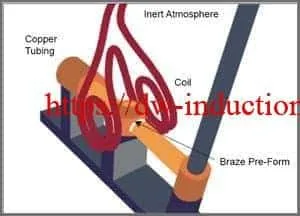
A vizsgálatot az 2% Argon és 95% hidrogéngáz keverékét tartalmazó ABS Mark 5-ben végeztük. Egy speciálisan kialakított, négyfordulós, csavarvonalú induktort alkalmaztak a csőszerelvény csatlakozási területének optimális melegítésére. Miután a kezdeti teszteket csupa alkatrészekkel és hőmérsékletérzékelő festékekkel végeztük az idő-hőmérséklet és a fűtési profilok létrehozása érdekében, 1450 ° F hőmérsékletet értek el 45 másodpercben a keményforrasztó előformák olvadásához.
Következtetés
Sikeres eredményeket értünk el 1450 ° F-ben 45 másodpercen belül. Mivel a hőt a csőszerelvényen keresztül vezetik át, az ugyanazon szerelvényen lévő további kötések kevesebb időt igényelnek. A rézcső szerelvények forrasztása kiváló alkalmazás indukciós.